
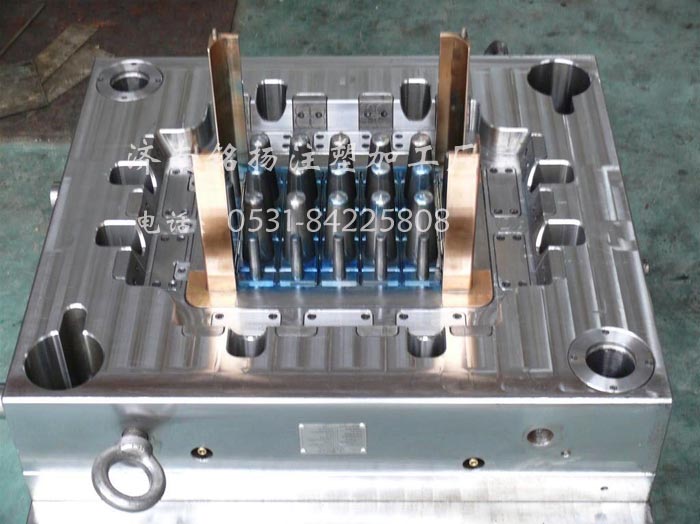

山東注塑模具的結構是由注射機的(de)形式和製件的複雜程度等因素決定的,無論其複雜程度如何,所有注射模具均可分為動模和定模(mó)兩大部分,定模安裝在注射機的固定模板上,而動模則安裝在注(zhù)射機的移動模板上(shàng)。注射時動、定模閉合成型腔和(hé)澆注係統,開模時動、定模分離,取出塑件。根據模具上各零部件所起的作用,可細分為以下幾部分:
(1)成型零部件(jiàn) 成型零部件是指定、動模部分中組成型腔的(de)零件。通(tōng)常(cháng)由凸模(mó)(或型芯)、凹模、鑲件等組成。
(2)澆注係統 澆注係統是熔融(róng)塑料從注塑(sù)機噴嘴(zuǐ)進入模具(jù)型腔所流經的(de)通道,它由主流道、分流道、澆口和冷料穴(xué)組成。
(3)導向機構(gòu) 導向機構分為動模與定模之間的導向機構和頂出機(jī)構的導向機構兩類。前者是保證動模(mó)和定模在合模時準確對合,以保證塑件形(xíng)狀和尺寸的精確度。
(4)脫模機(jī)構 用於開模時將塑(sù)件從模具中脫出的裝置,又稱頂出機構。其結構形式很(hěn)多,常(cháng)見的有頂杆脫模機構、推板脫模(mó)機(jī)構和(hé)推管脫模機構等。
(5)側向分(fèn)型與抽芯機構 當塑件上的(de)側向(xiàng)有凹凸形狀的孔或凸台時,就需要有側向的凸模或型芯來(lái)成型。在(zài)開模推出塑件之前,必須(xū)先將側向凸模或側(cè)向(xiàng)型芯從塑件上脫出或(huò)抽出,塑件才能順利脫模。使側向凸模或側向型芯移動的機構稱為側向抽芯(xīn)機構。
(6)加熱和冷卻係統 為了滿足注塑工(gōng)藝對模具的溫度要求,必須對模具溫度進行控製,所以模具常常設有(yǒu)冷卻係統並在模具內(nèi)部(bù)或四周安裝加熱(rè)元(yuán)件。冷卻係統(tǒng)一(yī)般在模具上開設冷卻水道。
(7)排氣係統(tǒng) 在注塑成型過程(chéng)中,為了將型腔內的空氣排出,常常需要開(kāi)設排氣(qì)係統,通常是在分(fèn)型麵上有目的地開設若幹條溝槽,或利用模(mó)具的推杆或型芯(xīn)與模板之間的配合間隙進行排氣。小型塑件的排氣量不大,因(yīn)此可(kě)直接利用分(fèn)型麵排氣,而不必另設排氣槽。
(8)其它零(líng)部件 如用來固定、支承成型零部件或起定位和限位作用的零部件等。
注塑(sù)加工")

品")
